
-
01Теплицы
и тепличные комплексы -
02Дорожные
металлоконструкции -
03Конструкции
энергетической отрасли -
04Светопрозрачные
системы -
07Стальной
металлопрокат -
08Горячее
цинкование
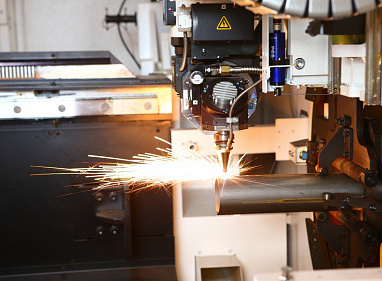
МЕТАЛЛ — НАШ ПРОФИЛЬ
«АГРИСОВГАЗ» — крупнейший в России производственный комплекс, в состав
которого входят три промышленных предприятия:
которого входят три промышленных предприятия:
- завод алюминиевых конструкций
- завод стальных конструкций
- заводы горячего цинкования

Производственные мощности наших заводов позволяют выполнять самые крупные заказы за короткий период времени. В годовом исчислении – это 200 гектар теплиц, 150 000 тонн конструкций барьерных ограждений, 60 000 гранёных опор освещения и ВОУ, 100 000 трубных опор и ОДН, 12 000 тонн металлоконструкций ЛЭП, 60 000 квадратных метров светопрозрачных систем, 18 000 тонн алюминиевых профилей, 120 000 тонн электросварных труб, покрытие 144 000 тонн металлоконструкций антикоррозийной защитой методом горячего цинкования.


Более
тонн
Готовой продукции
в год
в год
Более
человек
Общая численность сотрудников
Более
м2
Общая площадь производственного комплекса















































География присутствия

Санкт-Петербург
Москва
Малоярославец
Головной офис и производство
в Малоярославце
в Малоярославце
249092, Калужская область, г. Малоярославец,
ул. Мирная, 3
ул. Мирная, 3
Офис в Москве
121151, Москва, наб. Тараса Шевченко, 23А,
БЦ «Башня 2000», этаж 8, сектор А
БЦ «Башня 2000», этаж 8, сектор А
Горячее цинкование в Санкт-Петербурге
187046, Ленинградская область, Тосненский район, д. Аннолово, индустриальный парк «Фёдоровское»,
1-ый индустриальный проезд, 5
1-ый индустриальный проезд, 5
СВЯЗАТЬСЯ С НАМИ
Наши партнёры











Производство алюминиевых и стальных конструкций, услуги горячего цинкования
Остались вопросы?
Свяжитесь с нами
Свяжитесь с нами









