
Горячее цинкование
завод в калужской области
завод в ленинградской области


производство
в цифрах
в сутки
в месяц
в год

Наши преимущества

ВЫПОЛНЕНИЕ ЗАКАЗА

И СТАНДАРТ КАЧЕСТВА


КОМПЛЕКС

ЛАБОРАТОРИЯ

доступность
узнать о стоимости
дополнительными требованиями
и реквизитами

Горячее цинкование – покрытие металла слоем цинка для защиты от коррозии путём погружения изделия в ванну с расплавленным цинком. Уникальность цинкового покрытия заключается в том, что оно не только создает антикоррозионный барьер толщиной 40-200 мкм, но и обеспечивает электрохимическую защиту стали – «жертвенную защиту»: цинк жертвует собой, чтобы защитить сталь.
При выборе антикоррозионной защиты основное внимание уделяется коррозионной стойкости покрытия и необходимости его возобновления. Для цинка этот показатель составляет 2-4 мкм в год. Горячеоцинкованная сталь служит более 30 лет без видимых коррозионных повреждений и необходимости возобновления цинкового покрытия.
Для получения качественного защитного покрытия, отвечающего существующим нормам и высоким стандартам, металлические изделия перед началом работы по цинкованию подвергают ряду подготовительных процедур.
Технологический процесс:
- Очистка – этап обработки изделия от остатков сварки, маркировочной краски, скотча и других загрязнений, которые нельзя удалить с помощью обезжиривания.
Внимание! Предварительная очистка изделия выполняется Заказчиком самостоятельно - Обезжиривание – это этап, при котором поверхность подготавливается к эффективному действию травления. Для уничтожения масляных пленок, смазок и жиров, оставшихся после обработки, детали погружаются в раствор на основе ортофосфорной или соляной кислоты с добавлением ПАВов.
- Кислотное травление — с поверхности удаляется ржавчина, оксиды и окалина от термической обработки.
- Промывка — освобождает детали от остатков травильных растворов и подготавливает их к последующему процессу флюсования.
- Флюсование – это покрытие изделия водным раствором из слоя цинка и солей аммония. В результате образуется равномерная пленка, которая предотвращает окисление металла до момента его погружения в ванну, снижает при цинковании поверхностное натяжения расплава и улучшает реакцию цинк-железо.
- Сушка - на этом этапе обработки происходит высушивание слоя флюса и нагрев металлической детали до температуры 120°C.
- Непосредственно работы по цинкованию выполняются путем погружения металлоконструкции в расплавленный цинк чистотой не менее 98%, при температуре в среднем 450°C. При извлечении изделия избыток цинкового расплава стекает обратно в ванну. Для охлаждения до температуры окружающей среды оцинкованную металлоконструкцию помещают на открытый воздух или в ванну с чистой водой. Конечное качество защитного покрытия контролируется серией проверок в реальном времени.
Вы можете узнать цену и оформить заказ на обработку цинком, обратившись в наш офис в Москве по телефону +7(495)1811519

Горячее цинкование является самым старым способом антикоррозионной защиты металла с высокой степенью надежности, которое с момента изобретения практически не претерпело изменений. На сегодняшний день эта технология распространена во всем мире, благодаря уникальным свойствам покрытия, получаемого при нанесении защитного слоя цинка на поверхность изделия. При горячем цинковании оно представляет собой четырехслойный железо-цинковый сплав, который не только обеспечивает катодную и одновременно изолирующую защиту металла, но и способен самовосстанавливаться при механических повреждениях.
Впервые метод горячего цинкования был апробирован в 1742 году французским химиком Поль Жак Малуэном, когда он представил Королевской академии наук несколько экспериментов с нанесением слоя расплавленого цинка на железо. На тот момент стоимость данного способа обработки была высока для использования в масштабах производства, и потребовался почти век, чтобы технология была внедрена в промышленность. В конце XIX века, всего за два года, европейскими учеными был создан практически полный промышленный цикл горячего цинкования. В 1837-м Станислас Сорель изобрел экономичный способ травления металла, через год английский химик Кроуфорд зарегистрировал патент на процесс флюсования.
С того времени схема проведения горячего цинкования остается практически неизменной. Совершенствуются только методы предварительной подготовки обрабатываемого металлического изделия к погружению в ванну с цинком, химические составы для обезжиривания и травления, а также сплавы путем подбора процентного содержания легирующих элементов. Помимо этого, с появлением стандартов сформировались операции контроля и чистовой обработки оцинкованных деталей.
Наиболее экономичная защита от коррозии
Сегодня горячее цинкование состоит из простых и легко контролируемых процессов, большинство из которых автоматизировано. Это обеспечивает низкую стоимость технологического цикла в сравнении с другими видами антикоррозийной защиты. Помимо этого, по долговечности горячая оцинковка превосходит все другие покрытия, что с точки зрения устойчивого развития делает данный метод наиболее предпочтительным для использования в различных отраслях промышленности. Даже при воздействии самых неблагоприятных или особо агрессивных условий, оцинкованное изделие оно способно прослужить до 30 лет, полностью сохранив все свои защитные свойства.
Горячее цинкование проводится в несколько этапов:
- Очистка
- Обезжиривание
- Кислотное травление
- Промывка
- Флюсование
- Сушка
- Цинкование
С появлением других способов антикоррозионной защиты, например, холодного способа цинкования в 1950 году, горячий метод не утратил своей актуальности.
Горячее цинкование против других видов антикоррозионной защиты
Горячее цинкование высоко механизировано и позволяет в короткие сроки осуществить обработку большого количества металлоконструкций, чего не скажешь, например, про покраску или холодный способ нанесения цинкового покрытия. При этом слой цинка покрывает все поверхности изделия, в том числе и труднодоступные — внутренние части, углы, щели и мелкие детали. Благодаря чему можно производить обработку не только сложных деталей, но и уже смонтированных металлических конструкций без применения специального оборудования, привлечения значительного количества рабочей силы и особого контроля.
Природа горячего цинкования такова, что когда защитное покрытие выглядит однородным и прочным, можно быть уверенным в том, что оно имеет именно эти характеристики. Любой дефект будет виден невооруженным глазом, если при нанесении защиты была нарушена технология, например, обрабатываемая поверхность не была должным образом подготовлена. Сплошное плотное покрытие толщиной от 40 до 200 мкм, образованное с помощью горячего цинкования, также придает изделию дополнительную прочность. Подобное свойство оценили производители автомобилей. Они утверждают: после оцинковки уже полностью смонтированного кузова автомобиля, его прочностные характеристики увеличиваются на 50%.
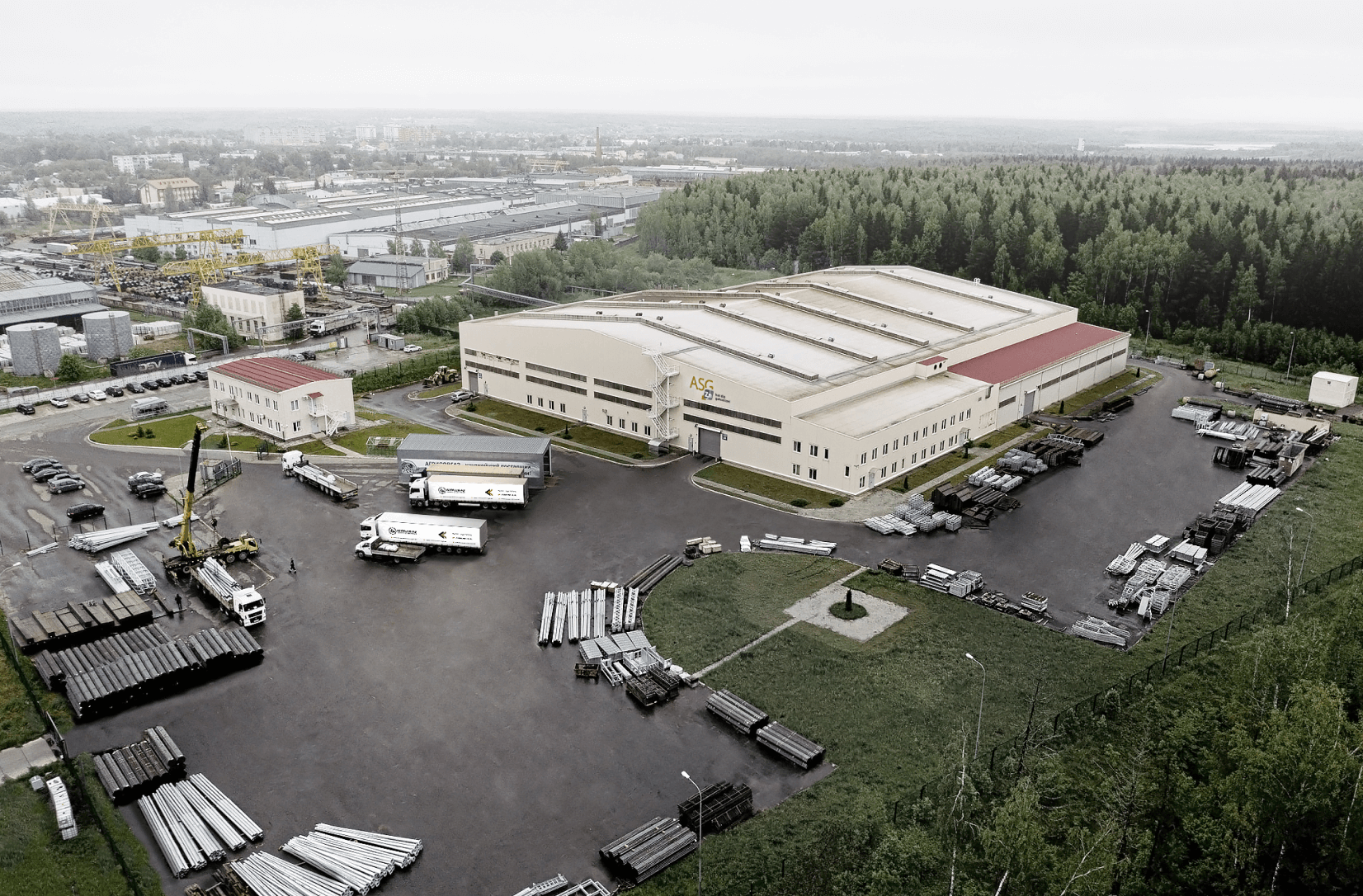
Метод горячего цинкования имеет свои ограничения — размер технологической ванны определяет габариты изделия, проходящего обработку. Однако сегодня и эта проблема решается благодаря появлению более высокотехнологичного оборудования. Так, если ранее длина ванны не превышала 3,5-7 метров, а производства в большинстве своем представляли собой небольшие вспомогательные цеха на предприятиях, то с начала 2000-х годов в России было построено свыше 50 новых заводов, оснащенных линиями для обработки деталей длиной до 13 метров и оборудованием ведущих западных производителей. Например, на предприятии «АГРИСОВГАЗ» в Ленинградской области работает полностью автоматизированная и герметичная линия-агрегат капсульного типа итальянской фирмы GIMECO, позволяющая оцинковывать крупногабаритные изделия длиной до 12,5 м. В цехах горячего цинкования, расположенных в Калужской области, имеются две линии для оцинковки крупногабаритных изделий длиной до 9 и 12 метров. Такое стремительное развитие сферы обусловлено решением ряда инфраструктурных отраслей повсеместно использовать при строительстве ж/д, автодорог и линий электропередач оцинкованной металлопродукции, которая надежно защищена от неблагоприятных воздействий факторов окружающей среды. Это позволило в 4-5 раз увеличить срок службы металлических изделий, а также заметно уменьшить расходы на их эксплуатацию и ремонт: элементы, прошедшие горячее цинкование, не требуют дополнительного обслуживания и повторной обработки благодаря способности цинкового покрытия самостоятельно восстанавливать поврежденные участки. Доступная стоимость оцинковки, высокая степень качества защитного покрытия изделий делает данную отрасль популярной среди заказчиков. Преимущества горячего цинкования проверены долговременной эксплуатацией обрабатываемых таким способом изделий в различных климатических условиях.
Вы можете узнать всю дополнительную информацию, цену и оформить заказ на обработку цинком, обратившись в наш офис в Москве по телефону +7(495)1811519

Требования к изделиям, подвергающимся покрытию методом горячего цинкования в OOО «АГРИСОВГАЗ» по ГОСТ 9.307-2021:
- горячему цинкованию подвергаются конструкции, изготовленные из низкоуглеродистой стали по ГОСТ 380-94, 1050-88, 27772-88>, содержащей: углерода 0,25%; кремния 0,37% (предпочтительно 0,25%). Для получения лучшего внешнего вида изделия желательно использовать сталь одной марки. Цинкование конструкций из легированных сталей не допускается.
- по согласованию с заказчиком допускается пробное цинкование, если используется сталь, не входящая в указанный перечень. Изделия из чугуна всегда подвергаются пробному цинкованию, при этом качество покрытия согласовывается с заказчиком.
- максимальные размеры изделий подлежащих покрытию для завода в Калужской области 12,5х1,2х2,8 м или 8,8х1,7х3 м. И для завода в Ленинградской области 12,8х1,8х3 м.
- в конструкциях не должно быть карманов, закрытых полостей и воздушных мешков, все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов разложения флюса. Возможна поводка конструкций в процессе цинкования под действием температуры.
- детали более 2,8 м должны иметь предварительно согласованные технологические отверстия на торцах, может возникнуть необходимость приварки ушек для подвешивания.
- ёмкости, барабаны, змеевики из труб, узлы с резьбовыми соединениями – не подлежат покрытию методом горячего цинкования.
- трубы, патрубки, боксы не должны иметь заглушек, затрудняющих свободный сток цинка из внутреннего объема изделия при вертикальном цинковании.
- чертежи конструкций, в том числе сварных узлов, должны быть согласованы с отделом продаж, с предоставлением сертификата на используемый металл.
- на поверхности основного металла не допускаются закатанная окалина, поры, заусенцы, включения (сварочные шлаки, остатки формовочной массы, графита, маркировочной краски и смазки, металлической стружки).
- сварку элементов конструкций следует производить встык или двусторонними швами, либо односторонним швом с подваркой.
- сварные швы нахлёсточных соединений должны быть закрыты по контуру.
- сварные швы должны быть равномерными, плотными и сплошными по всей длине (желательна сварка в среде СО2).
- не допускаются поры, свищи, трещины, шлаковые включения, наплавные сопряжения сварных швов (зачистка швов обязательна, желательна пескоструйка).
- металлоконструкции поставлять пакетами по маркам и профилю, снабженными биркой. На бирке обязательно указать марку стали
- толщина покрытия по согласованию с заказчиком в зависимости от марки стали от 40 до 200 мкм. Для мелких изделий с толщиной стенки менее 3 мм и длиной до 500 мм толщина покрытия 50-70 мкм.
- по предварительному согласованию с компанией, предоставляется возможность механической доработки продукции, как в чёрном, так и в оцинкованном виде.
Перед заказом убедитесь, что изделие проходит по требованиям.
Вы можете узнать всю дополнительную информацию, цену и оформить заказ на обработку цинком, обратившись в наш офис в Москве по телефону +7(495)1811519
С вами работают

Оксана Юозасовна
«Горячее цинкование»


Татьяна Павловна
«Горячее цинкование»



ДОПОЛНИТЕЛЬНЫЕ УСЛУГИ
СВЯЗАТЬСЯ С НАМИ
Наши партнёры












Отправить
заявку
В ближайшее время мы с вами свяжемся.
Свяжитесь с нами




