HOT GALVANIZING BATH

hot-dip galvanizing
from 35,000 ₽ / t
Please submit a request and our experts will promptly calculate the cost of hot-dip galvanizing.
We will contact you shortly.
We will contact you shortly.
REQUIREMENTS FOR
METAL SURFACE
BEFORE GALVANIZING
The following are not allowed on the surface of the base metal of products:
cracks, blisters, swelling, delamination, metal splashes, rolled-in scale, burrs, build-ups, edge curls, pores, inclusions, welding slag, residues of molding material, graphite, as well as the presence of paint coating.
cracks, blisters, swelling, delamination, metal splashes, rolled-in scale, burrs, build-ups, edge curls, pores, inclusions, welding slag, residues of molding material, graphite, as well as the presence of paint coating.
It is not recommended to leave residues of lubricant,
metal chips, marking paint, paper labels, marking adhesive, preservative
materials, cooling lubricants with silicone oils, and traces of agents used
for protection against welding spatter on the surface of the base metal of products.
On the surface of cast products there must be no pores or shrinkage cavities.
The surface of the product after gas, laser or
plasma cutting must be cleaned of spatter and build-ups, and sharp edges must be blunted to ensure guaranteed coating thickness and the strength of its adhesion to the base metal. Cut fragments must not get inside hollow profiles.
plasma cutting must be cleaned of spatter and build-ups, and sharp edges must be blunted to ensure guaranteed coating thickness and the strength of its adhesion to the base metal. Cut fragments must not get inside hollow profiles.
Individual dents, scratches, grinding marks and other defects caused by the production method are allowed on the surface of the product.
If the design solution and/or the steel grades used do not allow obtaining a
coating within the specified thickness range by changing the galvanizing process parameters, the surfaces of the products may be
subjected to shot blasting to enable an increase in the thickness of the zinc coating.



Our
production
in figures
production
in figures
120
tons
per day
per day
3000
tons
per month
per month
3600
tons
per year
per year
hot-dip galvanizing
technology
1
HANGING METAL PRODUCTS ON THE CROSS-BEAM
Wire of various thicknesses is used for this purpose. Accordingly, the products must have technological holes that are used for hanging.
Wire of various thicknesses is used for this purpose. Accordingly, the products must have technological holes that are used for hanging.
2
Degreasing
In this process, various contaminants and oil films are removed from the metal surface. The presence of paint coating that cannot be removed by this method is not allowed.
In this process, various contaminants and oil films are removed from the metal surface. The presence of paint coating that cannot be removed by this method is not allowed.
3
Rinsing
Removes residues of degreasing solutions from the surface.
Removes residues of degreasing solutions from the surface.
4
Acid pickling
Removes heat treatment scale and rust from the metal surface. For metal with a high degree of rusting, complete cleaning by this method is impossible.
Removes heat treatment scale and rust from the metal surface. For metal with a high degree of rusting, complete cleaning by this method is impossible.
5
Rinsing
Removes residues of pickling solutions from the surface.
Removes residues of pickling solutions from the surface.
6
Fluxing
The metal surface is coated with an aqueous chemical composition that makes it possible to obtain a zinc coating.
The metal surface is coated with an aqueous chemical composition that makes it possible to obtain a zinc coating.
7
Drying
The steel structure is placed in a drying chamber where the flux is dried and the metal is heated to a temperature of 100 - 120°C.
The steel structure is placed in a drying chamber where the flux is dried and the metal is heated to a temperature of 100 - 120°C.
8
GALVANIZING
Dipping the structure in molten zinc. When the structure is removed, excess zinc flows back into the molten bath. For unimpeded zinc drainage, most steel structures must have specially prepared technological holes. In their absence, the possibility of galvanizing is excluded.
Dipping the structure in molten zinc. When the structure is removed, excess zinc flows back into the molten bath. For unimpeded zinc drainage, most steel structures must have specially prepared technological holes. In their absence, the possibility of galvanizing is excluded.
9
Cooling
The structure removed from the galvanizing bath has a temperature close to 450°C. Its cooling to ambient temperature occurs either in a clean water bath or in the open air.
The structure removed from the galvanizing bath has a temperature close to 450°C. Its cooling to ambient temperature occurs either in a clean water bath or in the open air.
10
Removal of metal products from the cross-beam
Galvanized products are removed from the cross-beam, packaged if necessary and transported to the warehouse.
Galvanized products are removed from the cross-beam, packaged if necessary and transported to the warehouse.

RECOMMENDED STEELS FOR HOT-DIP GALVANIZING
| GOST 380 | GOST 1050 | GOST 27772 | GOST 19281 |
| 1 St0 | St05kp | S235 | 09G2S |
| 2 St1kp | St08kp | S245 | 11G1S |
| 3 St1ps | St08ps | S255 | 17GS |
| 4 St1sp | St08 | S275 | |
| 5 St2kp | St10kp | S285 | |
| 6 St2ps | St10ps | S345K | |
| 7 St2sp | St10 | ||
| 8 St3kp | St11kp | ||
| 9 St3ps | St15kp | ||
| 10 St3sp | St15ps | ||
| 11 St3Gps | St18kp | ||
| 12 St3Gsp | St20kp | ||
| 13 St4kp | St20ps | ||
| 14 St4ps | St20 | ||
| 15 | St25 | ||
| A | B | C | D |
Hot-dip galvanizing is applied to products made of low-carbon steel
and steels according to GOST 380, GOST 1050, GOST 19281, GOST 27772 and their equivalents, as well as castings from steel,
gray or malleable cast iron.
THE CUSTOMER'S MAIN RULE FOR HOT-DIP GALVANIZING TECHNOLOGY IS:
"Buy steel with regulated silicon and phosphorus content; each purchased batch of steel products must be accompanied by a certificate indicating the chemical composition of the steel according to the ladle sample".
"Buy steel with regulated silicon and phosphorus content; each purchased batch of steel products must be accompanied by a certificate indicating the chemical composition of the steel according to the ladle sample".
ADVANTAGES OF WORKING WITH "AGRISOVGAZ"

PROMPT ORDER FULFILLMENT
The presence of two galvanizing lines allows producing a larger volume
of products in a shorter time

QUALITY GUARANTEE AND STANDARD
We use only primary raw materials in our work. Quality guarantee
of more than 30 years
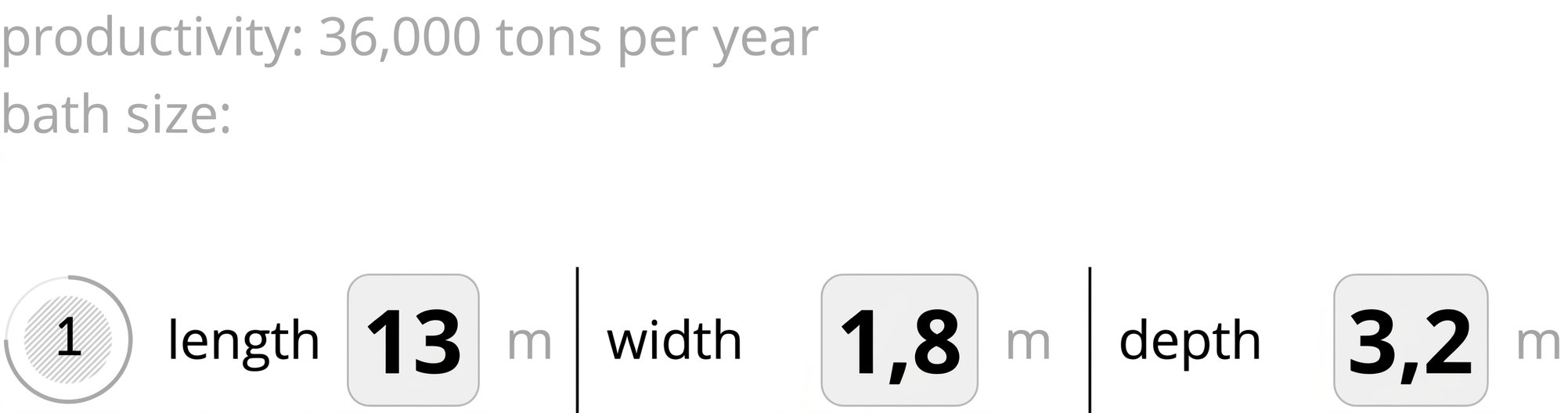
GALVANIZING OF PRODUCTS UP TO 12.5 M IN LENGTH
The longest bath in the NWFD, measuring 13x1.8x3.2 m

WAREHOUSE COMPLEX
Availability of warehouse space for storing finished products
IN-HOUSE LABORATORY
The certified laboratory allows controlling all
technological processes by our own forces

transport accessibility
Close location to federal highways




 Download
Download